
 C & Z Purlin Roll Forming Line
C & Z Purlin Roll Forming Line
C & Z Purlin Roll Forming Line
C & Z Purlin Roll Forming Line
C & Z Purlin Roll Forming Line




DESCRIPTION
TECHNICAL PARAMETER
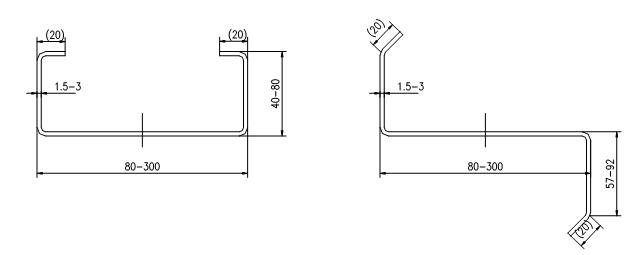
PURLIN SERIES
APPLICATION
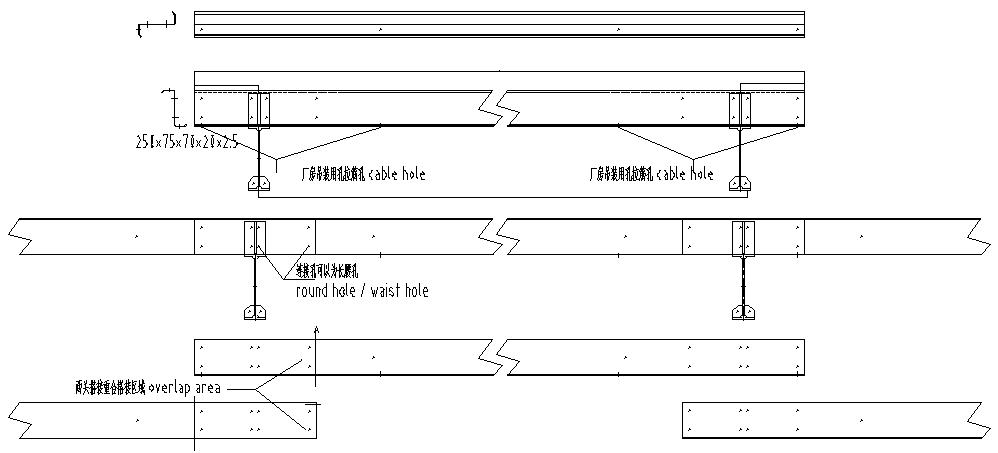
C purlins are generally used for roofing and wall surfaces. Since the roof requires wind snow load, it is best to use a continuous beam structure. While C purlin can only form a simple support instead of continuous beam structure due to overlapping failure. That’s why C purlins are main used as wall purlins while Z purlins are mainly used for roof purlins.
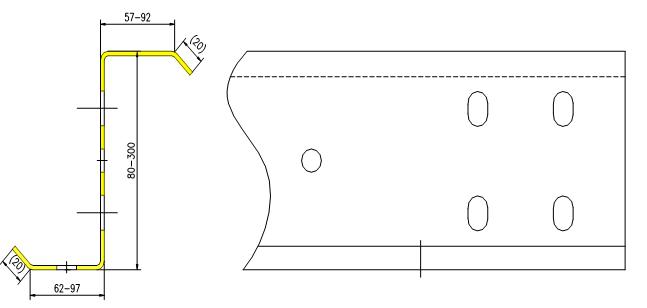
Z purine can be overlapped by 180 degrees turn over, over-lapped flange is jointed with middle plate by bolt connection. Punching on the edge of flange is required. However, few suppliers can settle the problem regarding to side punching. WEIHUA machine has excellent performance in this respect. This is the critical part of our machine.
Z profile is easily distorted in the course of forming because the direction of stress is opposite
C profile is not distorted in the course of forming because of the balance of stress.
ching. WEIHUA machine has excellent performance in this respect. This is the critical part of our machine.
Difficulty of Z purlin production
Punching on the flange is required when producing Z purlin due to its continuous beam structure. The common solutions in the market are including pre-punching with post- cutting, or post punching with post cutting. The drive systems are including hydraulic drive or motor drive. No matter which solution, there are some inherent problems which cannot be solved. More information please refer as below:
●Inaccurate hole position
1)Pre-punching with post cutting normally adopts motor transmission. The production efficiency is low because of speed slowdown when cutting.
2)Size precision is difficult to control. The faster the production speed is, the more difficult it is to control tolerance.
3) When the production starts or ends, inaccurate punching hole will occur and result in material waste.
4) When modifying or changing profile size, adjustment of punching hole distance can only be shown after cutting process. This function delay will bring waste to customers.
5) Temperature change may result in size change of the profile.
6) Waste will occur when changing sizes. Effect of pre-punching will be shown in punching hole distance afterwards.
7) There are also lots of problems in hydraulic system. Oil temperature change will cause size change.
8) Hydraulic station changes when environmental temperature changes
9) Size is seriously inaccurate in short distance running
10) Thickness change will also bring size difference
●The distortion of Z profile steel is an unsolvable problem
When Z steel is in the course of shaping, the stress direction of two edges are opposite , lead to serious distortion of profile. WEIHUA provides solution for two kinds, one kind is to reduce the forming force by making the forming zone longer.SO, WEIHUA’s machine is 18 meters long, while other manufacturers of the machine is only 8.5 meters (easily profile distortion).WEIHUA’s second solution is distortion correction, we adopt two sets of assembly,(other supplier only use one set ) installed in front and behind of , sheet can be packaged in rollers completely with excellent corrective effect.
●Features of WEIHUA CZ machine:
1) Servo drive
2)Only 10 minutes to change between C and Z purlin. When the width changes, the feeding guide changes synchronously.
3)Stepless Adjustable width and height
4)Post punching and post cutting design
5)Servo motor controls profile flange. The parameter can be set in the programme. Operation is very convenient.
6)Servo motor controls profile width. The parameter can be set in the programme. Operation is very convenient for operators.
WEIHUA adopts servo motor main drive equipped with four guiding pillar type side-punching structure. The two designs are currently not available in the market, which brings high speed and precision to WEIHUA CZ profile change. The speed CAN reach to 30m/min exclusive of punching, Tolerance is within ±1mm.
Main technical parameters
Rolling material: Steel sheet ( Q235, Q 345)
Roll forming main machine size: 16meters*1.6meters
Length of production line
Diameter of main shaft: 70mm
Heat treatment of main shaft: HRC30°
Material of main shaft: Alloy steel 40Cr.(The strength is over high grade carbon steel shaft with 80mm diameter)
Bearing of main shaft: I.D. 70mm; O.D. 110mm
Diameter of ball screw: 40mm
Thickness of steel coil: 1.5-3mm
Manual uncoiler: passive uncoiling; manual expansion
Automatic uncoiler: hydraulic uncoiling(optional equipment)
Capacity of uncoiler: 5T
Machine frame: Shot blasting after welding; pentahedron processing
Five rollers for pinching and leveling
Diameter of pre-leveling roller: 80mm
Material of pre-leveling roller: high grade carbon steel
Heat treatment of pre-leveling roller: HRC40°
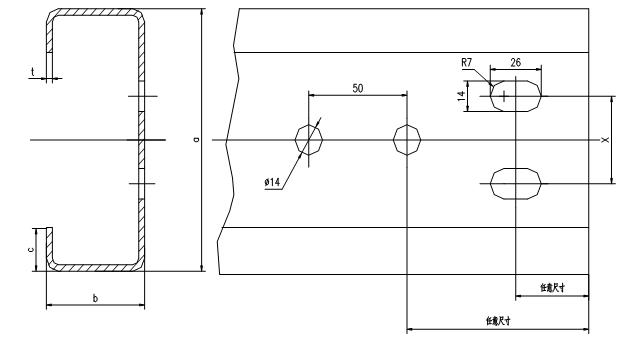
Tolerance of punching: ±1mm
Setup of punching hole distance: adjustable as per requirement (For the machines in the market, when punching hole distance is less than 80mm, deviation with 10mm will occur.)
Memorial arch structure: individual stand
Memorial arch material: nodular cast iron
Material feeding: the feeding guide moves synchronously and automatically with the roll forming main machine.(manual adjustment is very common in the market)
Motor power for material pinching and feeding: 2.2KW
Punching 1: Bottom fixed oval hole. One set for each side.
Punching 2: Bottom round hole. One set for left side.
Punching for Z purlin flange (left side)
Punching for Z purlin flange(right side)
Stand model: WHPF45
Diameter of guiding post of stand: 45mm
Surface treatment of guiding post: black coating
Chain model: 1.2inch
Roller station: 20 stations
Hydraulic motor power: 11KW
Oil pump model: gear pump
Production speed(punching not included): 20m/min
Screw rod for adjusting profile size: High precision ball screw; diameter is 40mm
Main motor: servo 22KW. HUICHUAN Brand
Servo motor 2: Horizontally movable servo motor(0.4KW) for automatic profile width change. Two sets one in front , one behind HUICHUAN
Servo motor 3: servo motor (0.4KW) for automatic height change. Two sets.
Totally 5 servo motors.
Roller material: GCR 15, bearing steel.
Quenching hardness of roller: HRC58°-HRC62°
Cutting: hydraulic cutting
Material of cutter: Cr12moV
Heat treatment of cutter: HRC60°-HRC62°
Cutting tolerance: ±1mm
Output table: 3 sets
Electrical configuration: Siemens PLC 1215
Touch screen: Kunlun Tongtai
Relay control: Schneider
Reduction gearbox: cycloidal-pin gear; Chinese brand
Air switch: Chinese Popular brand


Related Product


Top

